五金工具行业信息

方井盖和圆井盖的区别-福建跃邦建材有限公司
福建方井盖和圆井盖是城市基础设施中常见的两种井盖,用于覆盖检查井、排水井等地下设施。它们之间的区别主要体现在形状、结构、使用安全性等方面。以下是这两种井盖的详细比较。
11月01日 更新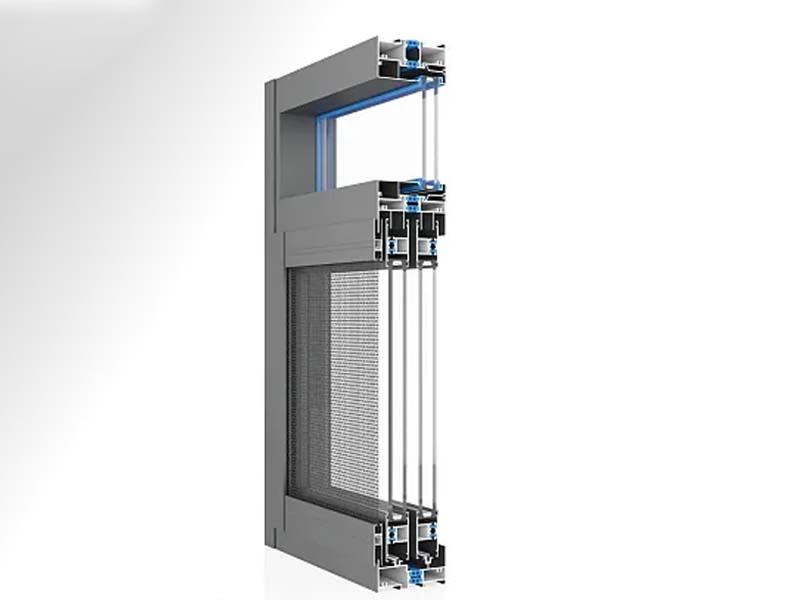
平开窗和推拉窗主要有什么区别?美之坚铝业公司分享3点
推拉窗所适用的建筑范围相对来说就要局限很多,因为它只能水平推拉,所以很难与大部分的固定玻璃匹配,只有那些横竖线条较为分明的开业厂房或是乡村家庭建筑才适应。相比较之下,平开窗和推拉窗有什么区别?选择哪种比较好一点呢?
09月14日 更新
线性导轨如何做好防尘处理工作-精耐特机械厂家
线性导轨是一种常用的机械传动元件,它在工业生产中起着重要的作用。然而,由于使用环境的不同,线性导轨很容易受到灰尘和污染物的影响,从而降低了其性能和寿命。因此
12月27日 更新
封闭母线槽如何挑选?这些技巧真的不看看吗
当母线槽在不一样外形的建筑中沿平行面安装使用时,宜采用机壳为矩形的母线槽。当沿圆弧面安装使用时,宜采用环氧树脂浇筑母线槽或圆筒状母线槽。依据安装使用方法的不一样,挑选时也要注意不同的要点,一般封闭母线槽如何挑选呢?
11月11日 更新
如何辨别铝合金桥架的敷设是否合格呢?下面厂家为大家整理了要点
如何辨别铝合金桥架的敷设是否合格?首先给大家理清思路,铝合金桥架的敷设以及内部布线是相互联系,需根据现场工况以及使用要求合理设计,下面昆明铝合金桥架厂家为大家整理了以下可注意要点。
12月27日 更新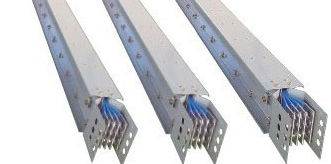
母线槽和母线怎么区分?下文厂家为您解答
母线槽和母线怎么区分?母线和母线槽其实就是一个封闭一个不封闭。也就是说云南母线槽是封闭式母线的马甲,封闭式母线和母线槽指的都是同一种东西。
11月14日 更新
如何对老化的电缆桥架进行更换呢?下面厂家教你怎么更换
电缆桥架的应用范围特别广,有的在室内,有的在室外,在室外的电缆桥架其使用寿命容易受天气及恶劣环境的影响,即使再好的电缆桥架在使用一段时间后也会出现腐蚀老化等现象。老化的电缆桥架存在安全隐患必须要更换新的电缆桥架。下面就来看看老化电缆桥架更换步骤。
10月19日 更新
株洲硬质合金公司给你介绍影响硬质合金光洁度有什么因素
株洲硬质合金公司,硬质合金加工,株洲硬质合金公司给你介绍影响硬质合金光洁度有什么因素 随着社会的发展和科技的进步以及人们生活水平的提高,硬质合金发展起来了并且在我们的生活中得到了越来越广泛的应用。
06月30日 更新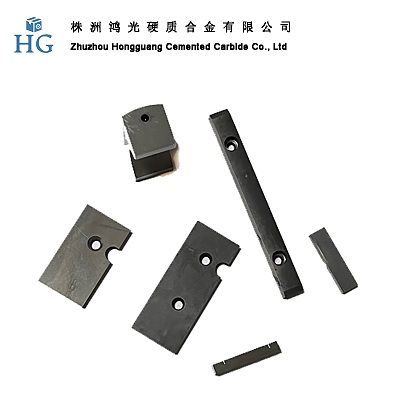
湖南硬质合金厂家带你了解怎么选择硬质合金切削工具
湖南硬质合金厂家,株洲硬质合金,湖南硬质合金厂家带你了解怎么选择硬质合金切削工具 随着社会的发展和科技的进步以及人们生活水平的提高,硬质合金发展起来了并且在我们的生活中得到了越来越广泛的应用,那么硬质合金切削工具怎么选择呢?
06月27日 更新
暖气阀门滴水该怎么处理?厂家教你不同类型应对方法
在北方,一般都需要依靠供暖来度过寒冷的冬天,可是供暖使用久了,昆明暖气阀门就会出现一些问题,例如漏水、破裂、不热等等,那么暖气阀门滴水怎么办呢?下面厂家就从暖气阀门的不同种类滴水给大家讲解怎么处理滴水问题。
05月18日 更新
云南管型母线槽为什么要预热?听听母线槽厂家怎么说
云南管型母线槽绝缘性好,机械强度高,电流大,因此得到越来越广泛的应用。有时,由于施工要求,需要对母线的导体进行预热,那么管形母线预热的作用是什么?下面云南管型母线槽厂家给大家具体分析一下母线预热的作用!
03月14日 更新
法兰盘的价格一般都有哪些档次?影响法兰盘价格的因素分析
法兰盘的价格一般都有哪些档次?影响法兰盘价格的因素分析。首先,据我们昆明法兰盘供应厂家了解,影响法兰盘价格的因素之一肯定就是法兰盘材料。毕竟,可以生产的材料是铸铁,碳钢,合金钢,不锈钢等。不同材料的价格是不同的,它们会随着市场上钢材的价格而涨跌。
03月08日 更新
云南母线槽选择不当会造成安全隐患吗?厂家教你怎么区分
云南密集型母线槽选择不当会导致哪些安全隐患?要采取哪些措施呢?很多的火灾很大一部分是由电力造成,所以在电缆、桥架、母线槽上的选择尤为重要。母线槽分为耐火母线槽和防火母线槽。下面云南母线槽厂家给大家具体讲解一下。
03月04日 更新
三片式全包球阀如何安装?厂家传授几个小技巧
三片式全包球阀是如何安装的呢?昆明阀门厂家提到:在安装三片式全包球阀的时候有很多技巧,具体有哪些呢?下面就跟三片式全包球阀厂家小编一起来了解一下吧!
01月07日 更新
密集型母线槽有哪些优缺点?为什么能在高层建筑中得到应用?
云南母线槽厂家介绍:密集型母线槽适用于交流三相四线、三相五线制,频率50~60Hz,额定电压至690V,额定工作电流250~5000A的供配电系统,作为工矿、企事业和高层建筑中供配电设备的辅助设备,特别适用于车间、老企业的改造。
01月04日 更新
贵阳土工布:土工布用途是什么?
贵阳土工布:利用涤纶短纤土工布对具有不同物理性质(粒径大小、分布、稠度及密度等)的建筑材料(如土体与沙粒、土体与混凝土等)进行隔离。使两种或多种材料间不流失,不混杂,保持材料的整体结构和功能,使构筑物载承能力加强。
12月22日 更新
调兵山、开原改性沥青防水卷材性能特点及适用范围
改性沥青防水卷材,这种卷材具有很好的耐高温性能,可以在-25到+100℃度的温度范围内使用,有较高的弹性和耐疲劳性,以及高达1500%的伸长率和较强的耐穿刺能力、耐撕裂能力。适合于寒冷地区,以及变形和振动较大的工业与民用建筑的防水工程。
12月18日 更新
锦州、营口分析秋季苹果苗管理几大要点
秋季拉枝是苹果苗早果丰产和快速整形的关键措施,现在拉枝,枝条不易上翘,有利于枝条开张角度的稳定,有利于花芽分化。对树体进行拉枝,调整枝条角度,调节营养分配,平衡枝叶的营养生长与果实、花芽等生殖生长的关系。
12月18日 更新
厂家告诉你在进行母线槽选购时有哪些要点要注意!
一直以来,母线槽都在各种场合发挥重要作用,那么母线槽选购时要注意哪些要点呢?昆明母线槽厂家表示,母线槽应选用具有3C强制认证标记的产品,并有型式试验报告。此外还要注意以下几点:
11月16日 更新
你知道对昆明母线槽的动热稳定性进行校验时有哪些注意事项吗?
当母线短路时,通过大电流母线到短路点,有一个比正常电流大得多的短路电流。此短路电流往往高达15ka,力与总线上的影响(机械)和热是必需的。因此,昆明母线槽厂家强调有必要验证母线经受短路电流的能力,即检查母线的动态稳定性和热稳定性。
11月11日 更新